











一鍵測量儀有哪些優缺點
一鍵測量儀的核心硬件是由上下光源、高像素CCD相機、大視角大景深遠心鏡頭及固定載物臺組成,結構相對簡單。一鍵測量儀是一種新型的影像測量技術。它和傳統的二次元影像測量儀不同的是它不再需要光柵尺位移傳感器作為精度標,也不經過大焦距的鏡頭經過放大產品影像來保障測量精度。那么一鍵測量儀有哪些優缺點?
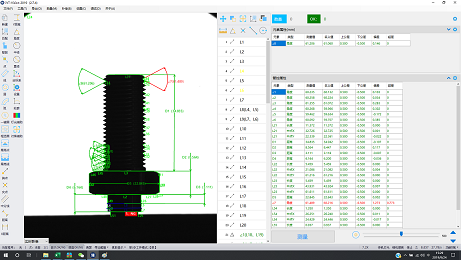
一鍵測量儀
1、測量速度極快,能在2到5秒內完成100個以內的尺寸的繪圖、測量及公差的評價,效率是傳統二次元影像測量儀的數十倍。
2、避免了因測量行程增大而受到影響阿貝誤差。重復測量精度高,解決了同一個產品反復測量數據一致性 差的現象。
3、儀器結構簡單,重慶一鍵影像閃測儀,不需要位移標尺光柵尺,在測量過程中也不需要移動工作臺,所以儀器的穩定性能很 好。
4、由于精度標尺是CCD相機的像素點,而像素點是不會隨時間變化,也不會受到溫濕度的影響,所以儀器 的 精度比較穩定,且可以通過軟件實現測量精度自動校準。
一鍵測量儀缺點:
1、測量的量程范圍較小,它的測量量程在保證高精度的情況下不大于130毫米。
2、測量功能比較窄,僅適合平面基本幾何尺寸的測量和公差的評價。
3、對產品要求比較高,對于產品輪廓不光滑、不精細的產品測量的誤差比較大。價格比較昂貴。
在影像測量儀上的測量均是單軸或二維平面坐標的測量,測量時先對焦,后對準,再讀數(計數),然后計算處理。讀數來自于標尺即光柵系統,對焦對準依靠顯微鏡光學系統,還有一個直接影響測量效果和精度的照明光源,重慶一鍵閃測儀,因為,基于影像方法測量的儀器,南充閃測儀,如果被測件不能被有效正確的照明,則測量的結果顯然要偏離其真實尺寸。除前述因素外,環境條件也是制約測量精度不可忽視的因素。
基于上述分析,可以歸納出以下幾個方面的誤差來源:
a、光柵計數尺的誤差;
b、工作臺移動時存在的直線度、角擺帶來的誤差;
c、工作臺兩測量軸垂直度帶了的誤差;
d、顯微鏡光軸與工作臺面不垂直帶了的誤差;
e、測量室溫度帶來的誤差;
f、光源照明條件的變化帶來的對焦和對準誤差。
在這幾種因素中,前四項誤差,是硬件誤差,在儀器制造過程中已經形成并固定下來,一般無法改變;溫度影響帶來的誤差,通過控制測量室的溫度和等溫過程來減小其影響。

其中有一項則常被忽視,而在實際測量中,當光源照明條件改變時,直接影響被測工件的照明效果和影像質量,主要是因為影像測量儀的圖像是通過CCD接收,盡管CCD具有自動調節增益的功能,但當亮度過大時即失去調節功能,導致被測工件影像在縮小,當亮度過低時,工件影像反而變大。
這種影響,對于測量具有重復圖形結構之間的間距時,只要整個測量過程中照明條件保持不變,其影響可以忽略,因為每個重復圖形結構都同時在變大或變小,間距的測量計算直接消除了影像變形的影響,如測量玻璃尺、網格板刻線間距;除了這種特殊情形外,如測量圓的直徑、工件的長度和寬度,都將帶來明顯的誤差。
一、 功能:包括三次元、二次元、工具顯微鏡、投影儀的功能。

二、 功能強大的2D/3D測量系統
①光學座標系統為基點測量產品的任意二維尺寸。
②探針座標系統為基點測量產品的三維空間及二維平面尺寸。
③采用相同的座標系統,使用測頭的三維測量可與影像二維混合使用或使用影像的二維平面與三維立體測量結合。
三、全自動編程:光學測量及探針測量可同時在一組編程中混合使用。
四、基本功能介紹:
1.提供影像量測工具,可進行基本幾何元素點線圓弧量測
2.組合元素量測,如角度,圓心距,圓切線,兩線距,兩線中線,中心點,垂直距離,角平分線,兩線交點等
3.形位誤差量測,如同心度,真圓度,直線度,平行度等
4.運算分析
5.影像直接經由計算機屏幕顯示觀察直接量測存盤
6.利用影像工具可快速進行2D輪廓邊界點掃描
7.量測工件圖形化顯示,圖形可存盤、打印,并可以轉TXT、WORD、EXCEL及AUTOCAD檔案式
8.提供公差分析,可進行有效之品管檢驗
9.工件的對象化可直接對對象進行幾何基本運算
10.兼容于2000, XP操作系統
五、功能介紹:
1.自動對焦
2.影像自動采點,操作簡便,量測精度高
3.IUI功能,以盡可能少的時間完成操作
4.AUTOCAD讀檔,圖形比對
5.全自動同心變倍,同一工件可在不同倍率下量測
6.工件不必擺正,有座標轉換功能,量測快捷
7.全自動編程測量(支持離線編程)
8.SPC功能
9.靜態量測功能。
10.工件測量圖片取像功能。
您好,歡迎蒞臨禮之鑫,歡迎咨詢...
 觸屏版二維碼 |





